2021-03-25聊聊连接器的标准01-LV214
153751
可以搜到:产品、技术、资料、新闻、检测、企业、视频
“线束世界”

这个话题其实不太好聊,因为话题有点大,按照LV215的要求是 乘用车至少15年30万公里,商用车的里程数要比乘用车多很多,是100万公里;在整车的生命周期内,高压连接器是不能出现功能性问题的,严格意义来说,我们是要通过我们的DFMEA以及完整的群组测试根据应用的环境及相关条件不同来判定,和保证其可靠性;

因为篇幅关系,我们无法从完整的机械性能、电气性能、环境性能、严格的群组测试等方面一一展开去聊(请关注我公众号,后续我会推出完整版内容),我们今天主要聊聊 连接的三个区域;新能源汽车高压连接器一般分公母端,有3个连接区域,插头和插座连接、插头和电缆连接、插座的连接,这三个区域不仅仅只作为构成电源传导的接触系统,它还是连接器屏蔽、防护连接系统,所以每个区域彼此之间的连接设计及可靠性非常重要,这个是保证其可靠性的重要构成,我们留心会发现,很多实际产品问题也都集中在这三个区域;
对于接触系统
Part.1
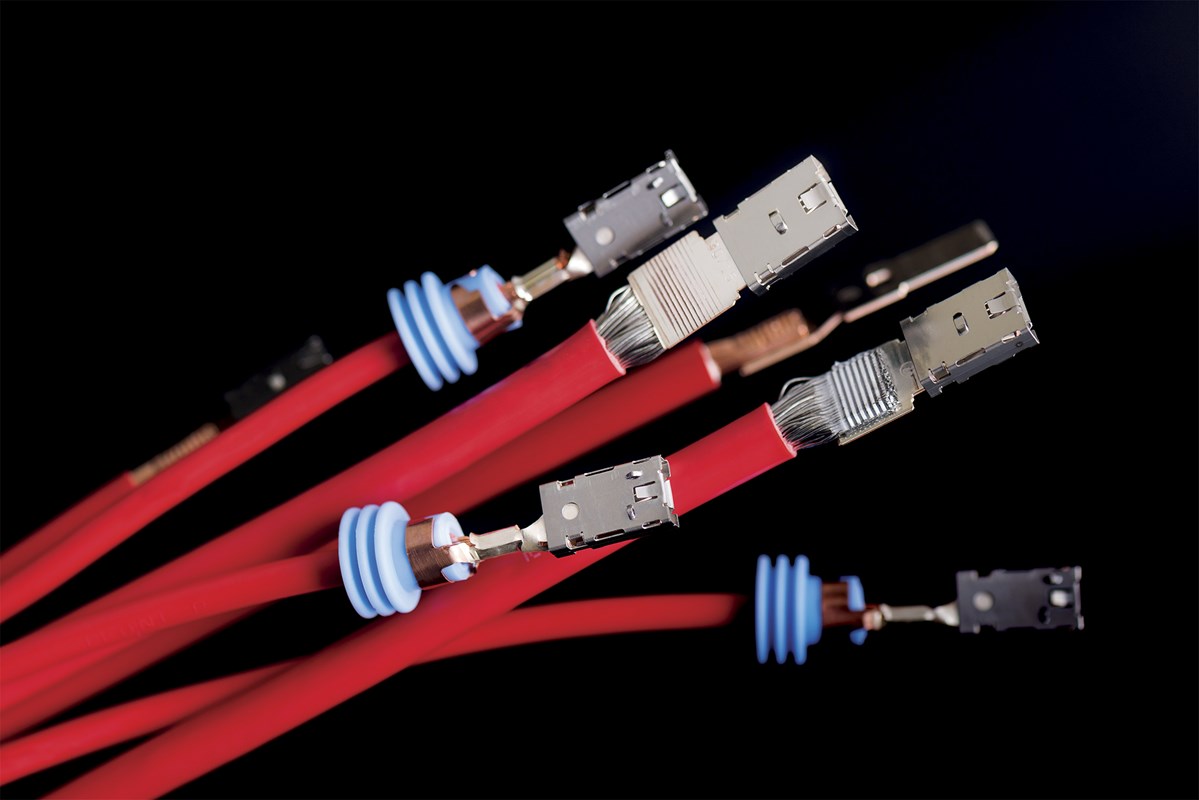
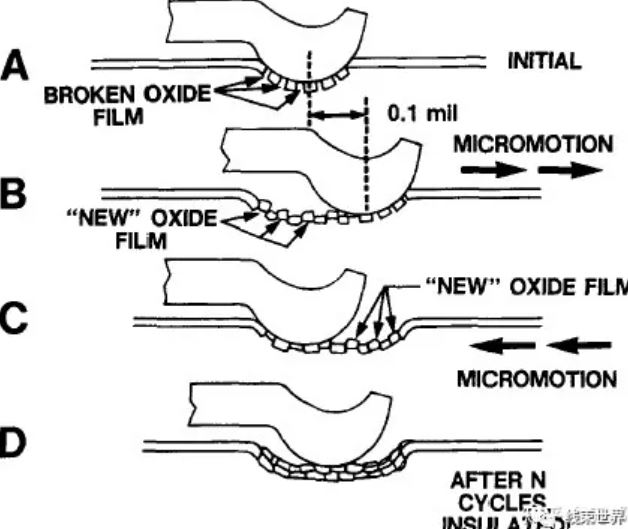
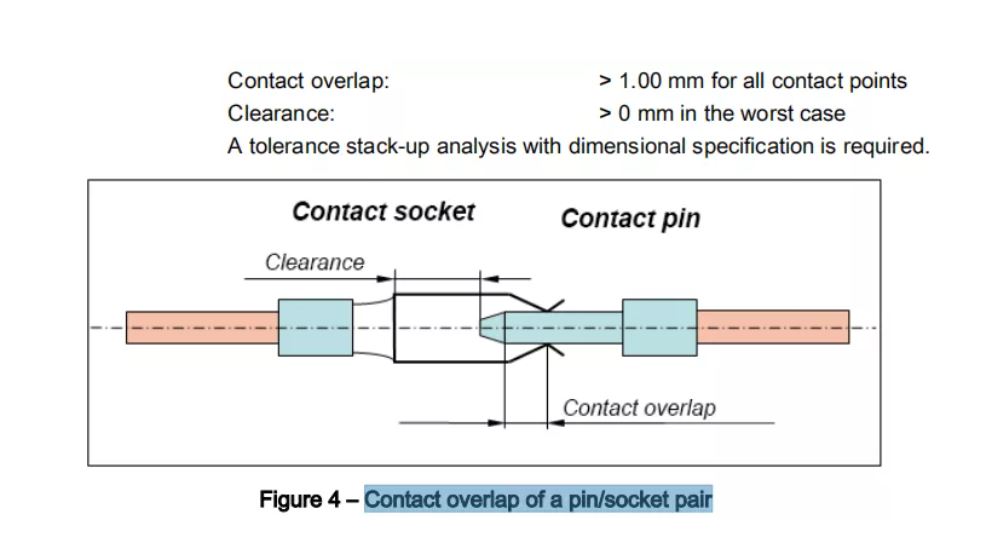
连接有直接连接和间接的连接,这个地方我们主要是讨论的间接连接,公母端通常都是通过PIN针(或者刀片)和带有弹性件的内套(冠簧、扭簧等)连接,这个地方的连接点也是连接器连接温度最高的地方,其连接的好坏(接触电阻的大小)直接会影响温升,对于车内连接而言,因为接触冠簧技术的成熟,而且一般不经常插拔,插拔次数也也在50/100左右,其相对复杂性我认为没有那么大,相比车内,充电端口的10000次插拔要求才是硬核挑战(后面我们有时间单独聊聊充电口)而对于车内连接器难点在于,一旦客人外形尺寸被提前确定,在足够小的空间下保证较大的功率传输,这个是比较困难的地方;除此之外,无非是采用更大接触面积的接触簧而已, 当然这个地方往往引起温升过高的还有一个非常重要的原因是因为车辆的振动而带来的微动磨损、腐蚀,以及电缆的应力传递;所以连接器不同的应用位置、以及大截面积电缆( >35mm2)出线不同的固定方式、不同的距离都可能对接触有较大的影响,一般来说,我们尾部出线固定距离<15cm,建议在11~13cm左右,而除了常规的固定轧带外,我们建议对于电机、逆变、电池等动力线应该采用更为强固的固定方式连接车身钣金,以保证其可靠性;
Part.2
而对于插头和电缆端,几十年来,将端子组装到铜电缆方法一直是压接的方式,压接是通过施加应力改变形状把电缆导体压在端子内,对于连接器,虽然其端子的前端结构不同,但是其后端也基本上采用压线杯的方式居多;随着电流的变大,电缆的截面积加大,我们看到,传统的压接其稳定性和可靠性都很难保证,电动汽车和其它行业应用不同,大截面积的电缆插头往往也是伴随着大功率的脉冲,而这相当于给压接部位做加热和冷热循环,而在冷却的过程中材料是会变得松弛的,而且很难恢复到开始的压接尺寸,虽然这个尺寸的变化是非常细小的,但是在伴随数千小时的应用后,其接触电阻会持续累积加大,其温升也会升高,影响其连接的可靠性;所以我们要尽可能的监督压接的可靠性,保证其一致性和稳定性;
同时我们也看见目前有同行采用超声波焊接的方式,其实超声波焊接不是一种多新的技术,早在80年代初便已经普及,笔者之前也从事过高频电阻焊实操工作,相比高频电阻焊而言,超声波焊接不需要助焊剂或填充材料,而且焊头也不会像电阻焊的焊头需要经常维护和更换,而且消耗的能量也更小,也不需要水冷,通常,将诸如铝,镍,银,铜和金的导电材料超声焊接。超声波焊接顾名思义就是通过超声波催使材料微小且高频振动进行相互摩擦,超声波焊接的振动幅度极小,一般是会小于1mm的,摩擦产生的热足以去除金属表面的氧化物和薄膜,但是不会融化金属,一般温度会达到熔点的1/3左右,从而改变分子结构,可以使分子在材料间来回移动,形成金属固定在一起,超声波焊接的温度、压力、振幅等都是有电脑统一控制的,所以相比压接而言,初手上手不是很容易,需要反复的调整参数,比如不同的截面规格类型等都是会有不同的技术参数类型,这个需要人员尝试调整,并记录维护数据,因为超声波是短时间内高频摩擦产生的热,所以其焊接物表面的物非常的高,自然风冷却下来需要一定的时间,比如焊接的温度在350°左右,自然风冷却,考虑热传导,可以算算时间,所以对于电缆和连接器的连接连接研究一直是各厂家研究的重点,怎么样在增加电缆截面积的同时,保证接触电阻不会随之上升;
Part.3
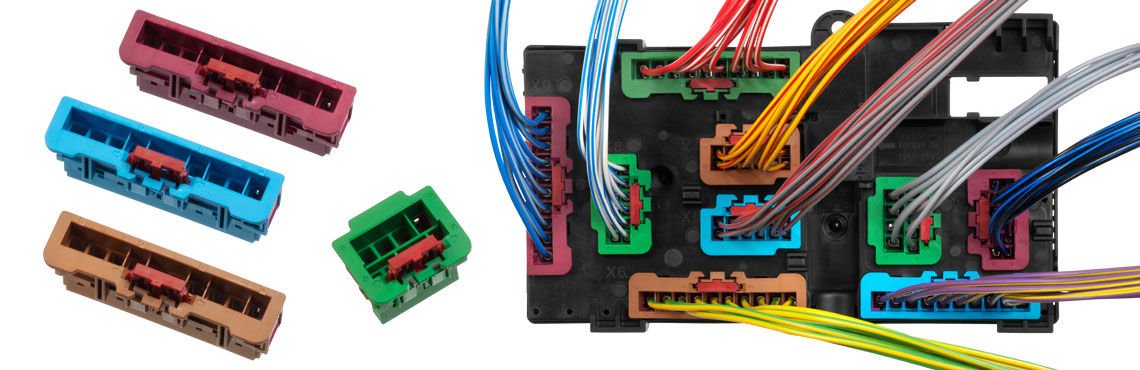
对于插座端的连接,铜排和螺栓的连接方式往往在板端的插座端连接采用的比较多,铜排连接一般是在铜排上开圆孔或者腰孔,内部或外部采用螺栓加螺母来进行连接,因为考虑铜排的材料为铜,材质较软,铜排厚度较小时就容易连接失效,往往通过内嵌螺母或者外焊螺母的形式来设计,在设计铜排时,要注意根据额定电流等参数对铜排的截面积进行载流计算,裸露在外的铜排需要注意在2个平面过渡处不留锐角,避免装配时应力集中,也避免长期电晕放电现象发生,在安装时注意和箱体内部busbar的连接电气距离、安装扭力以及需要考虑在车况振动下的防松措施,因为连接松脱而引起的接触电阻上升甚至打火的问题非常常见;

对于防护系统
防护和上面所述的接触系统一样,也是有这三个区域构成,前几年我们发现IP67是能满足要求的,但是随着行业的发展,IP67越发很难满足使用要求了,当然在舱内环境较好的地方,还是能够满足;但是高压连接器也多半都悬挂在底盘,离地面和轮毂较近,车辆经过积水路面溅起的水柱IP67目前是很难抗的住的,压力是很大的,所以一般我们是需要高压连接器也要满足IP6K9K,根据uscar-2分类, 连接器依据在不同使用位置可以分为3个等级,S1和S2 S3,S1可以理解为在舱内,环境较好,干燥的环境;S2是裸露在外,但是没有什么水柱喷射压力场景,基本上就是靠近轮毂的地方,S3是离地面和轮毂较近有积水压力的地方,所以要依据设计的连接器应用场景来确定设计等级,但是目前建议按照S3进行设计,以满足未来越来越高的防护要求,在国内我们还需要同时满足IP68的要求,IP68的水深等具体要求需要和客户进行沟通满足;

密封在长期工作下的失效往往包括材料自身的原因和外部配合尺寸变化的双重原因,比如你密封材料本身就无法满足长期的工况环境,比如老化一段时间后,其材料变化后尺寸发生了变形,密封当然也就失效了,也许短期内看不出来,这也是在选型时要特别注意的,这个也包括你设计时的压缩量、配合公差等设计值是不是合理,不合理也会造成此类问题;其实高压连接器的密封圈的设计原理都是基于传统汽车插件的密封设计,比如矩形的也都是按照环岛设计,类型也基本上都是波峰式的居多,相对比较成熟;

而考验厂家的能力是其配合的尺寸经验。 至于外部配合尺寸,比如你的温升持续升高,而塑胶材料热对流相对较慢,一旦连接器内外热平衡发生问题,长期工作下,可能塑壳材料就会出现细微变形,这种变形也许会影响密封的配合压缩量,导致密封能力下降,严重的密封失效;再比如塑壳表面容易应力集中的过渡角和面长期工作下出现变形甚至开裂等,我们看到现场因为这2类问题导致的问题比较多。对于密封的三个区域,我们看见插座板端是整体密封,插合端也是整体密封,出线端是单孔密封,这种方式比较常见也比较多,但是我们发现,对于中间密封采用单一密封的很少,从结构和成本考虑都不划算,但是我们发现对于密封的趋势是插合端面有逐步过渡采用单一孔密封、插座端在保证整体密封的同时增加插合面的单边密封等趋势;
对于屏蔽系统
我们都知道屏蔽的重要性,但是我发现其实很多厂家对连接器这个要求重视程度不够,原因有很多;随着新能源汽车电压的增加最大的问题就是带来电磁干扰,因为无论是混动还是纯电都包含功率器件,这些功率器件工作时,都会产生EMI,一般来说主要以共模电流的形式沿电缆和底盘传播,影响车上的电气设备和控制系统的正常工作,产生严重的电磁兼容性问题,而功率器件工作时也会在设备两端产生电压降,那自然在两端也就会形成电势,所以这些设备,包含高压连接器高压线束都作为辐射的路径了;当然我们也可以通过接地、屏蔽和滤波来抵御和消除这些干扰,而高压线束和连接器一般通过屏蔽的方式来抵御这种干扰,所以屏蔽还是一个系统到点的考量,跑题了,我们还是说说高压连接器,高压连接器当然有屏蔽和非屏蔽之分,基本上屏蔽居多,对于屏蔽根据根据应用的场景不同,连接器所需要的屏蔽方式也有所不同,

一般来说,对于多芯的高压连接器,从屏蔽结构上,可以分为单一孔屏蔽和整体屏蔽,所谓单一屏蔽就是电缆采用屏蔽电缆,连接器采用单一孔进行屏蔽,而整体屏蔽是电缆外部采用金属编织等进行隔离,连接器采用整体屏蔽设计连接;当然也有住友的这种采用铝管的方式;

我们一般通过测其转移阻抗和屏蔽电流以及屏蔽连接电阻来保证屏蔽的可靠性,而且我们发现行业的要求也越来越高,连接的电阻要求也越来越小,这也是因为车辆的电压越来越高,越来越智能; 欧洲人更倾向于采用单一屏蔽电缆LV216,连接器采用单独的屏蔽系统;而我们看日美的一些车型更倾向于采用整体屏蔽。
 扫一扫
扫一扫 扫一扫
扫一扫