2021-03-25聊聊连接器的标准01-LV214
153011
可以搜到:产品、技术、资料、新闻、检测、企业、视频
售后市场经常会反馈一些线束连接器接触不良导致的电器功能不稳定或者失效问题。这类问题原因较多,比如连接器变形、连接器的配合间隙过大,连接器固定不可靠、安装位置不正确、端子接触位置有异物、装配过程损坏、插拔力过小等等。本文就端子变形、插接件结构及选型、过程设计及控制三方面做分析和探讨。
一、端子变形问题
1、母端端子弹性结构变形导致与公端子的虚接造成,见图1。
2、公母端子接触位置有杂质进入影响端子导通性能。
3、公端子变形(前倾后仰、左右歪斜)问题,见图2。

图1 母端端子变形实例

图2 公端端子变形实例
公端端子变形(前倾后仰、左右歪斜)一般会造成以下问题:
1、护套对接时端子折弯或折断;见图3
2、端子进入其他空隙,造成断路、短路或虚接。

图3 护套对接导致的端子弯折
公端端子变形(前倾后仰、左右歪斜)一般由制造、包装、装配不合理造成。但与产品的结构以及设计选型也有一定的关系。
二、产品结构方面
公端端子在护套内可以看做悬臂梁结构。端子歪斜即为悬臂梁在受力方向上的挠度变化。根据挠度的计算公式,挠度与受力大小及受力点距支撑点尺寸成正比,与截面积和弹性模量(受材质影响)成反比。则可分析出,端子选型在以下方面会影响端子变形量。
1、端子宽度和厚度小
一般小端子,尤其是1.5及以下1.0、0.64型端子,端子针形部位的厚度一般只有0.6mm,所以端子宽度越小,端子的抗弯强度越低,就越容易造成弯曲。
2、端子材质软
端子材质一般为铜、黄铜、磷青铜、合金铜、钢等,铜的硬度最小,材质直接影响弹性模量,所以端子越软,起抵抗变形的能力越差,就越容易造成弯曲。
3、端子尺寸长
端子尺寸越长,则力臂越长,端子顶端受力时,造成的顶端形变量就越大。
对策方案:
1、尽量选择宽度较大的端子,但不利于小型化和轻量化的要求;可考虑将端子根部做宽或增加加强筋结构。

图4 端子根部结构
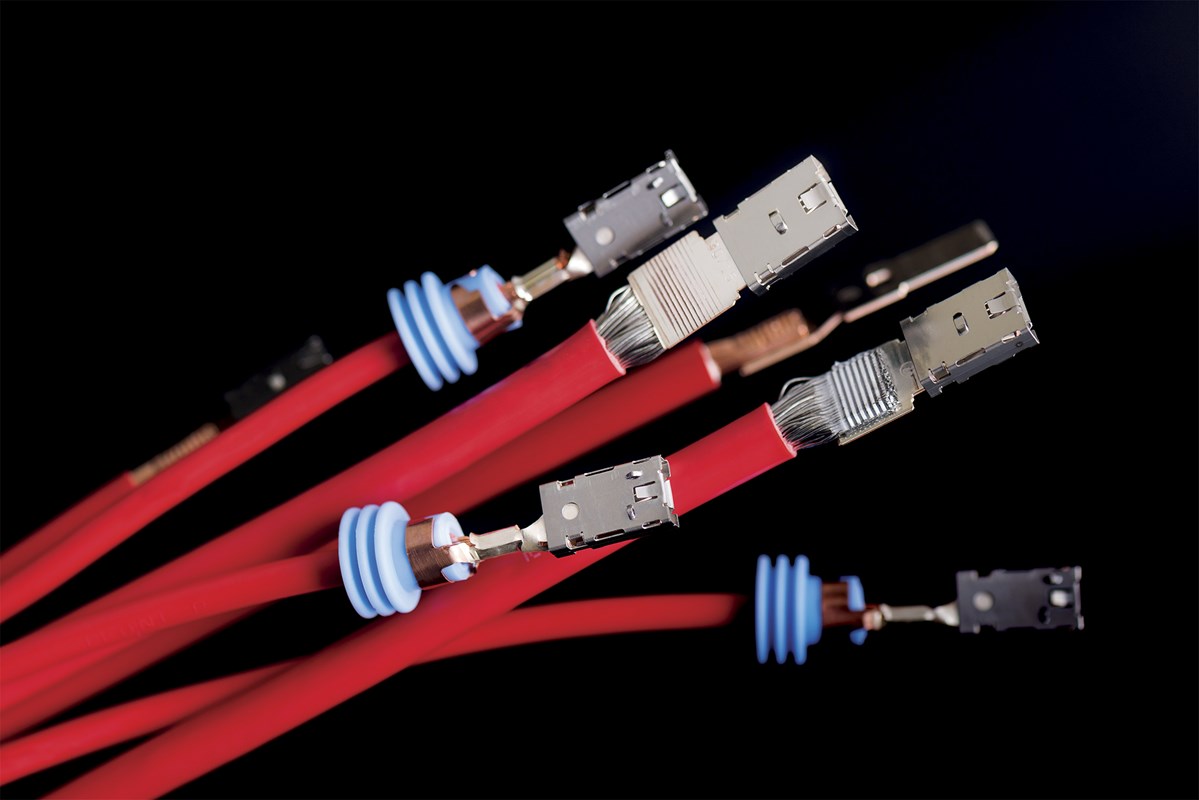
2、选择材质较硬的磷青铜或合金端子,但这类端子导电性稍差;一般将折叠的针形端子更换为一体式针形端子。

图5 一体式针形端子

图5 各铜材质物理参数
3、接触面积合理的情况下尽量选择短的端子,或增加结构减短受力尺寸,如在端子顶端增加防弯曲结构。

图6 带端子防弯结构的护套
三、端子与护套配合方面
在公母端护套的匹配上,选用端子宽度越小的端子,端子的垂直度要求越高。所以越小的端子,对插植后在护套内的稳定性要求越高。
● 端子歪斜对端子与护套的匹配方面的影响:
1、端子与护套的匹配性差
端子在护套内的晃动量大,不管水平方向还是竖直方向,如果超出母端的孔位边界,就容易造成对接时端子被顶弯的现象。
2、端子侧向受力
一般出现在处于护套边缘的端子,由于线束捆扎在护套尾部为三角形或侧出线型,两侧的端子受侧向的拉力相对较大,若护套与端子的匹配性较差,这些部位的端子就会出现偏离母端对接孔位的现象。
3、护套孔位数量多,插入力大
护套的孔位数量越多,公母端对插力越大,同时由于护套体积大,易造成作业时的非垂直对接,公端端子被母端护套对接时碰触退针或者挤压变形。
● 对策方案:
1、公母端护套厂家与端子厂家保持一致,禁止混配。
2、选择带二次锁止结构的连接器,减小端子晃动量。
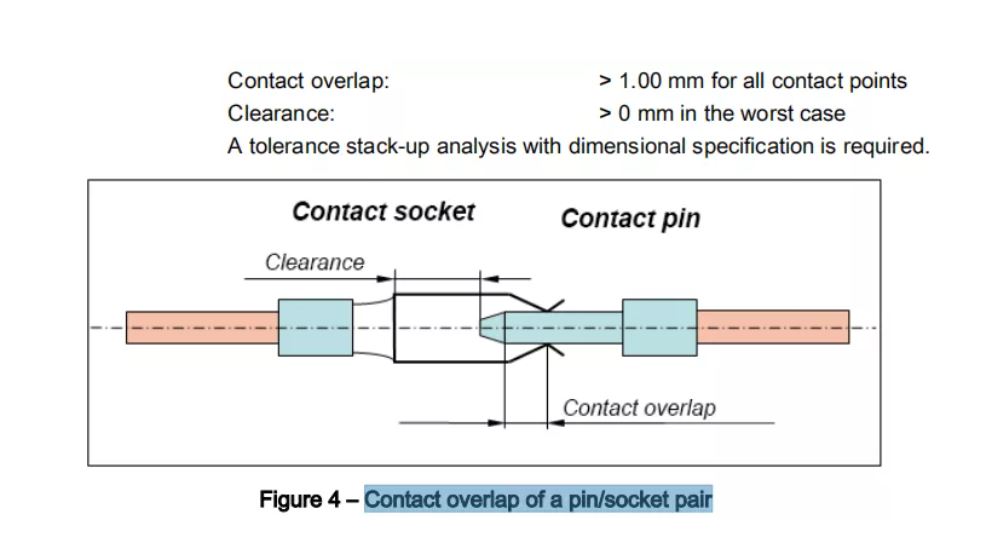
3、优选带有导向和防错结构较强的,尤其是母端孔位应有对接导向结构(如漏斗形斜面)。同时公端子顶端设计为针尖状。

图7 端子插口的导向结构
4、适当放宽护套尾部裸线余量,减小两侧导线受力。尤其注意侧出线护套,远端导线要有一定弯度。

图8 护套尾部裸线余量推荐选择
多孔位护套尽量选择带助力结构护套,该类护套对接速度慢,端子受力较均匀,且一般只有公母端垂直安装后,助力结构才能使用。

图9拉杆型护套
四、前、后工程工艺设计方面
● 前工程工艺
1、端子压接参数设计不合理,端子头前仰后倾。
此类问题比较容易发现,发生的概率较小,有的端子图纸也会给出比较合理的高宽值选型要求。

图10 端子压接不良
2、端子绝缘压接形状选型不合理
端子绝缘部位的高宽值设定及压接形状设计不合理,会造成端子在护套内的晃动量较大,进而导致端子容易在护套对接时偏离对接孔位。

图11 端子绝缘压接形状示例
● 后工程工艺
1、公端子的前插率低
流水线体上作业节拍短,且不能保证100% 垂直插入,大量的公端子在流水线体插植极易造成端子插歪,尤其是宽度和厚度都小的公端端子概率更大。
2、布线顺序设计造成公端子等待作业
布线作业顺序设计不合理,让未插植的公端子先布线,而后再布置护套让端子插植,易造成端子在治具上挤压变形。
● 对策方案:
1、合理设计压接参数,并设计必要的检具,防止端子前后仰,
2、合理设计端子绝缘部位的压接形状,减小端子在护套内的活动空间。
3、提高公端子的前插率,尽量使公端子在分装台上作业,保证垂直插植。同时可减少端子从分装到总装之间打捆、搬运造成的挤压变形。
4、调整布线顺序,不能100%保证公端子前插率的,尤其是端子厚度和宽度较小的端子,将公端子的护套端先布线。后期布的此类公端子立即插入护套内。
五、制造过程方面
制造过程的各个环节均有可能造成端子变形,尤其是压接、插植和搬运过程。
● 压接
压接工位易造成端子歪斜的原因主要是压接过程控制和防护不到位。
● 对策:
需对压接完成品增加护杯,另外需关注端子压接过程中端子前后仰的问题,对容易产生前后仰的公端子使用设计制作的专业检具,对其进行首、中、末产品压接前倾后仰的抽检控制,从开始就过滤掉99%的隐患。

● 分装
分装工位的搬运过程,应注意端子的过程防护,防止被挤压。分装过程中易出现的问题:
分线扯线过程中端子钩挂变形;
2.插植作业不标准,非垂直插入导致变形。
● 对策:
分装工位应注意作业标准化,应优先插插公端端子一侧,同时保证垂直插入,并关注插植后的端子状态。另外,插值作业工装的设计和合理运用,会降低不良率的发生。
● 总装
总装受作业顺序的影响较大,一般为公端子后插作业造成的端子歪斜问题。
布线顺序不合理,公端子先挂板,卡入治具时受挤压变形;
2.公端子处于导线密集作业区域,易被其他导线或插件布线时碰触或拉拽变形。
3.插植作业不标准,非垂直插入导致变形。
● 对策:
坚决遵守工艺设计顺序,减少总装公端子插植作业,注意插植垂直作业标准化,同时应对端子插植后状态进行自检。
● 电检
电检台未设置垂直检测或垂直检测模块检测公差过大。有的电检模块只能检测在垂直方向上的歪斜,而水平方向上的歪斜却不能检测到。
● 对策:
合理选择和设计电检台的垂直检测模块,尽量缩小检测位置尺寸。电检完成后可利用辅助矫正治具进行矫正。
六、包装和主机厂总装方面
● 包装
孔位较多尺寸较大的公端连接器,腔内易被其他小的零部件嵌入,造成端子挤压变形。
● 对策:
尽量将较大的公端连接器独立防护,增加防护盖或者使用袋子包住。
● 线束装配
设计结构的不合理导致的盲插和公母端非垂直对接易造成端子的挤压变形。
● 对策:
针对孔位较多、公端端子较小的连接器,优先设计多的装配空间。
装配前前先检查公端子是否存在不平行问题,装配作业标准化,垂直对接。
作业过程中用力均匀,不暴力装配。
以上是对线束接触不良原因中“接插件变形、设计选型和过程控制”的探讨,欢迎大家留言讨论。
 扫一扫
扫一扫 扫一扫
扫一扫