2021-03-25聊聊连接器的标准01-LV214
152981
可以搜到:产品、技术、资料、新闻、检测、企业、视频
2.1 护套断裂
护套是组成连接器的一部分,其成分多采用高分子工程塑料。常用的材料有尼龙、 聚丙烯、 聚对苯二甲酸丁二醇酯(PBT)等。护套的主要功能是承担端子的固定支撑和绝缘防护。因此,护套自身既要有足够的强度用来满足支撑和防护,同时还要有足够的韧性,满足连接器安装与拆卸的需要。而高分子材料的分子链对于外部环境的影响普遍比较敏感。例如尼龙材料在湿热环境中强度会明显降低, 韧性会大幅度增强,这就很容易出现端子在护套中的保持力不合格问题;而在干冷的环境中, 强度会明显上升,但韧性会明显下降, 此时易出现断裂问题。
连接器的断裂形式主要表现为连接器折弯部位的脆断,如常见的护套铰链在翻折过程中出现的断裂 (图1)。发生断裂的主要因素一般包含以下几种。

1) 护套材料含水率超标。高分子材料对于含水率要求比较严格,所以在进行注塑生产前一般都要进行规范的烘料操作,其目的是使材料满足一定的含水率要求,如含水率偏低会改变材料的韧性, 提升断裂发生的概率。
2) 注塑温度不合适。过高的注塑温度会导致高分子材料的分子链发生断裂和重组,改变材料的原有特性,也会影响材料的韧性,加剧产品断裂的发生。
3) 注塑机型号(排量)与产品不匹配。排量过大的注塑机生产体积较小的产品,会导致材料在注塑设备中熔融状态过长, 致使材料分子链发生降解,改变了材料的特性,降低材料的性能。
4) 对于铰链产品,铰链处的长度与铰链厚度比值过小(图2)。在铰链折合过程中也会因铰链折弯处应力过大而出现断裂。

5) 原材料自身的韧性偏低也会加剧断裂发生的风险。例如PBT材料因自身的材料韧性偏低的原因,就更容易出现断裂的缺陷,故在对连接器设计前期选材时,要充分考虑产品的使用环境, 选择合适的材料。
所以,在连接器生产过程中,要严格按照既定的生产工艺操作,不得随意调换生产工艺和生产设备,同时要确合理的产品结构, 然后根据产品使用环境,选择合适的材料,以此减小断裂发生的几率。
2.2端子退位
连接器端子退位会直接导致连接器电流或信号传输的中断,导致功能的丧失,属于高严重度的失效模式。
导致连接器端子退位的原因一般有以下几种。
1) 装配过程原因。出现该种失效大多是因为端子没有安装到位,端子与护套没有形成有效的挂接,此时端子处于虚挂状态(图3),致使端子在受力时很容易脱出护套,出现这种情况一般是装配工人在装配端子的时候没有严格执行 “一插二听三回拉” 的要求,致使缺陷发生。

2) 产品结构原因。端子或护套由于结构或者自身材料原因,导致端子与护套挂接结构的强度不够(端子在护套中保持力不满足标准要求),端子在受到尾部压接导线的拉力时,出现端子被拉出情况。出现这种缺陷一般有以下两种情况:一种是端子的挂接弹刺强度不足被拉坏(图4);另一种是护套的弹舌强度不足受拉损坏 (图5)。


3) 连接器对配中心偏移(图6)。出现此种情况的原因一般有以下几种:①连接器的对配中心距尺寸不一致,对配时插头端子与插座端子或者插座护套干涉,导致端子被顶出;②连接器间的配合间隙过大,导致连接器在对插过程中心偏移,致使缺陷发生;③插头端子与插头护套型腔配合间隙过大,或者插头端子在护套缺少可靠的定位结构,导致端子头部偏移,从而影响了连接器的正常对插;④插头端子压接后变形, 导致端子装配后偏移,导致缺陷的发生。

所以, 规避连接器退位问题首先要求连接器具有足够的保持力,其次制定合理的端子装配规范, 然后配合规范的连接器配合间隙,满足以上条件,端子退位问题基本上就可以避免。
2.3 密封失效
用于汽车湿区的线束连接器,防水性是湿区连接器必备的性能要求,例如发动机舱(图7)。连接器防水部件主要分为密封圈和密封堵两种。密封圈是用来实现连接器之间的密封,密封堵是用来实现导线和连接器进线端的密封。密封圈又分为轴向密封和端面密封,密封堵又分为单独密封堵和整体式密封堵。

密封部件失效主要表现形式:密封部件上用于密封作用的密封筋存在缺口缺陷;与密封部件配合的护套密封区域存在拼缝、毛刺、注不满等注塑缺陷(图8);密封部件的有效密封过盈量不足;高温老化后密封部件发生不可逆转的塑性变形(图 9) 。


以上因素均会导致密封失效的发生, 所以在生产管控阶段要确保密封圈以及护套密封区域的光滑平整,同时选用可以满足高温老化的密封圈材料。
整体式密封堵失效还有一种特殊的失效形式:整体式密封一般采用的是端子后装的形式穿过密封堵, 端子在装配过程中很容易造成密封堵内圈密封区域撕裂,致使密封失效。故整体式密封堵要求适配的端子头部务必光滑无棱角、毛刺等外观缺陷,以此可规避此类缺陷的发生。
2.4 端子弹片失效
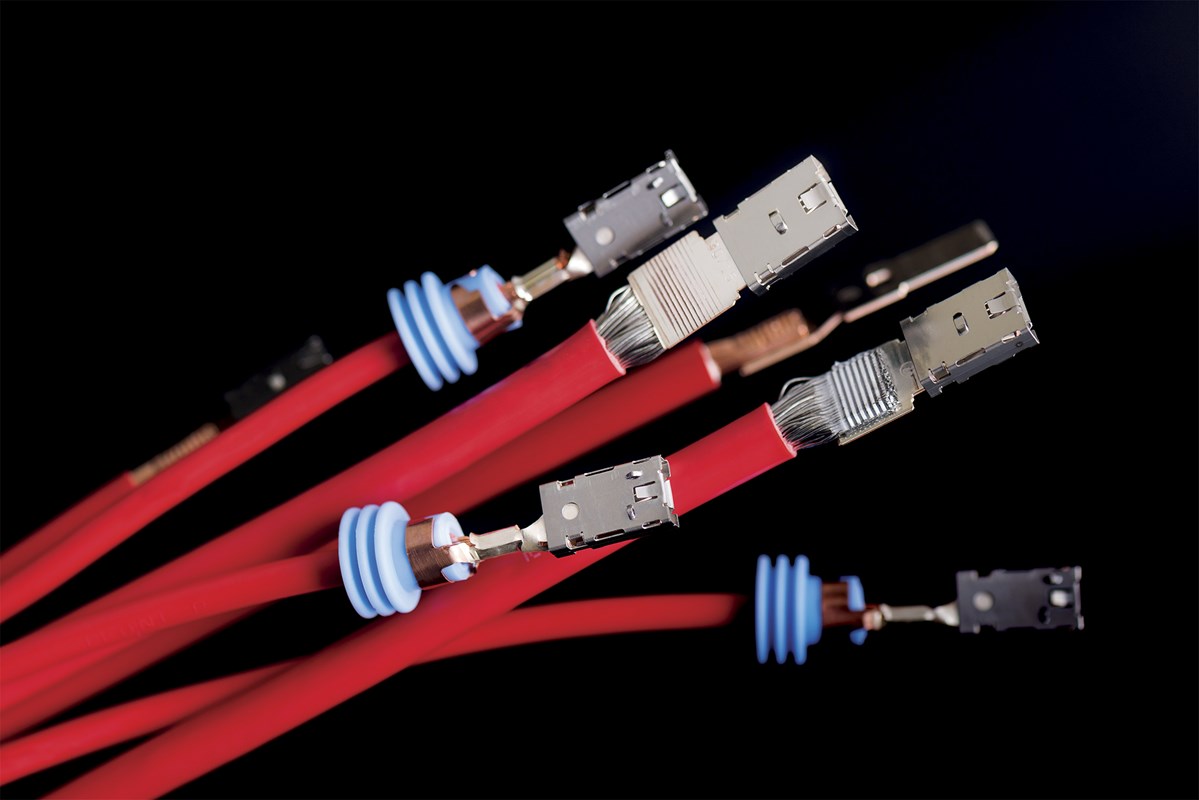
端子弹片最直接作用是为插头端子与插座端子有效接触提供可靠的正压力F,满足电流和信号传输的可靠性(图10)。

端子弹片失效情况一般由以下几种原因导致:①端子在生产过程中出现弹片间隙尺寸L过大导致的弹片无法与插头端子接触,进而无法为插头端子提供可靠的正压力F导致接触失效(图 11);②端子安装护套后在电检过程中,因电检的探针卡死不回弹,过度挤压弹片导致的弹片不回弹(图12);③返工返修时操作不当,过度挤压端子弹片造成端子弹片不回弹;④端子弹片根部折弯圆弧R过小,产生的应力集中,弹片在变形过程中,在折弯圆弧根部产生了塑性变形(图13)。



因此,解决端子弹片失效的方案需要生产过程严格控制端子的弹片间隙和圆弧根部尺寸,以及定期检验电检工装和规范返工返修工位,即可最大程度地减小弹片失效问题的发生。
综上所述,导致连接器的失效形式包含了断裂、端子退位问题、密封问题、端子弹片失效等。所以,在连接器设计以及选型时,务必要根据连接器的使用环境,有针对性地确定连接器性能检测项目,同时要严格执行连接器操作规范,避免因操作不当导致缺陷的发生。
 扫一扫
扫一扫 扫一扫
扫一扫