2021-03-25论线束控制计划的必要性
57071
可以搜到:产品、技术、资料、新闻、检测、企业、视频
线束是劳动密集型生产模式,大部分工序需要人手工操作;人是不稳定的,是影响线束产品品质的关键,生产过程控制主要对于不同的工序,制定相应的标准化操作规范,任何一个操作工都必须严格执行,这样生产出来的线束产品品质就能得到有力的保障。
所谓生产效率是指用更少的人在一定当量的时间内,生产出更多合格质量的产品产量。
如果线束产品试生产时就没有一个控制计划,过程失控,看似省了很多事,结果往往导致生产过程中的出现大量无用功;也必将会带来返工、返修和大量工时、物料浪费,不仅质量有隐患效率也大大降低甚至影响交期。产品控制计划中规定来料检验合格后的物料才能办入库手续,偏偏有这样的线束厂,采购的物料很随意,不经检验就直接入库,操作员又没有品质意识,领出物料不自检,生产使用后质检又说全部不合格需要换掉重新安装合格品,操作员说领导讲了没有严重缺陷的可以用,什么是严重缺陷没说,生产效率降低了,成本提高了,品质也存在风险。
下面是部分工序流程及控制计划的要求:
1、关于仓库物料摆放
1.1进入仓库的物资应摆放在待检区,根据检验结果,分别摆放合格区不和格区。
1.2物料应尽可能上架摆放,摆放高度以货架隔层为限,货架顶部的物料摆放高度不得超
过1.0米;不能上货架的物料应成箱垒放在防潮板上,垒放高度不超过1.5米.
1.3 货物要按类别及不同的批次划分、按规格排列整齐,并有标识。货位之间要有间隔,防止物品混肴。
1.4 仓库要有足够的照明灯具,物品与灯具周围最少有50厘米的距离。
1.5存货区要留有通道,并保持畅通无阻。
1.6 经批准的报废物品应及时清理出货位区,经常保持帐物相符。
1.7 严禁墙角堆放物品。
01
产前流程
然而不正规的线束厂的做法却是:⑴无人管理,物料混放,采购送来的物料没有其他人晓得在哪,只通知放仓库了,找个物料比登天都难;⑵物料没有定置存放,也没有出入库记录,重复申购物料,延误交期;⑶无待检区和来料检验员,物料状态不详就直接被生产拿去使用了,出现大量因原料缺陷导致的不良品返工返修。以下列举出几种原材料验证流程,说明原材料检验的重要性。
02
护套验证流程
03
端子验证流程
04
预组装操作规范
插端子:将导线插入塑件
目的是保证插接件插到位,不脱落;
根据端子和插接器的结构,按照要求的方向和工艺卡片上注明的孔位号插入插接件,不应损坏端子及插接件;在插的过程中发现不能插入,要确定方向是否正确,不能用大力强行插入;导线上的端子插入塑件后应听到“喀哒”的声音,再少许用力回拉,检查是否脱落,插端子要做到三步曲:一插二听三回拉;有多根导线插入同一塑件时,应将导线理顺,不得互相缠绕;注意弯曲或变形的端子不能使用,也不可修复后使用。
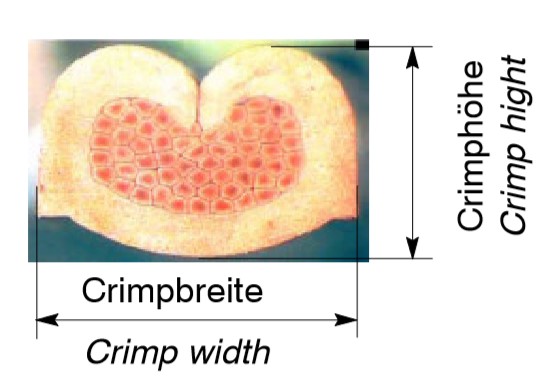
根据端子大尾部的形状,分为如下三种压接方式。行业标准规定0.5平方电线压接端子最低不得低于70N,而小作坊标准只有58N,有时小尾部模具刀片磨损了拉力还达不到这个数也放行,为之捏一把汗!
预装配时端子插进护套孔内,线在手指上盘几圈回拉,知道吗如果是5KG多的拉力很容易拉脱的,这还不算,质检员继续这样操作一遍,装车前还要检,本来拉力就不够,不从根源找问题 (0.5线径端子压接剖面合格时拉力一般在100±10N),线束如此生产真要命!规范作业是指进线时两个手指再轻微回拉确认端子到位就好了,而绝非碰坏性试验。
其实这个问题没那么复杂,原材料入库前必须检验合格,端子压接首件检验合格,设备定期进行工序能力(CMK)验证,并加装压力管理装置(CFM),就可以减少和规避电线从端子中拉脱所进行的无用功。
05
关于端部包扎
行业标准规定分支端部不允许单根受力或单根松弛,操作员在包扎胶带时就不当回事,事实上很多断路(拉脱)案例是由单根受力或松弛(挂扯)造成的,主机厂反馈拉力不够电线拉脱了还不知原因出在哪。护套末端与保护材料之间的尺寸要求护套末端与保护材料(波纹管、PVC管、胶带等)之间的长度应大于护套的宽度(除非图纸上有特殊规定),如右下图所示:B应大于A,如不然线束装车时非常容易电线拉脱。
06
单压单粒端子的应用规范
走进某家生产现场前工程,会看到批量较大的订单也在全自动下线压接机不压端子生产,经了解,采购的是单粒端子,无法在全自动下线压接机上压接。都什么年代了,试问管理者是否关注过生产效率、人工成本、稳定品质与端子采购差价、不良产品的数据。You are out!
未经验证的防水栓(毛刺大)大批采购,全自动下线压接机防水栓轨道通不过,无奈全自动下线压接机就当成普通下线机用,再安排人手工穿栓,半自动压接,平白无故多养几个工人,产品质量也存在风险。
一个简单的道理:你不把产品质量当回事,市场也会不把你当回事;效率低了企业就亏损。
看到在小金龟微冲上安装个模具刀片竟然上下装反,操作员单压端子时看不到端子里的放线位置,也不自检,端子放置不当压接后扭件,转到下工序一半以上不达标。模具工你不能成为不良品的源头!
、
现目前几乎所有线束厂都能意识到效率和品质、安全的重要性,公认日产量100Pcs以上使用链式端子链式模具,能在全自动机压接的端子就不在半自动机上压接(打卡、共压除外),效率提升、品质保证双体现。采购员要不断提升自己的业务素质,随着生产使用量的增大,不能总按照以前没有全自动下线压接机、没有链式压接模具时的模式去采购,要收集技术工艺人员和生产质量的建议;如果只顾眼前利益单粒件价格稍低,不去分析产量与效率的关系,采购大量单粒端子,看似减少买了几副链式模具,每天好几万的单粒端子安排多人去单压,还编了个理由是:送样线的时候是单压模具压接的,我们认为采购员这样做说白了就是为了省事,。其实模具钳口(刀片)参数不变,链式端子/模具压接的会更好,如果说有风险,那也只能是较样线品质更好、效率更高的风险,殊不知为此多养了N名员工,另一方面单压端子也存在安全隐患,这个账一定要算清。
07
电检工序的评价测量技术要求具体如下:
a、确认开机所取程序为工作程序。
b、用标准样线在测试台检测设备处于正常状态。
c、电检前后检测端子不能出现斜插、安装不到位现象。
d、导通正常,检测台弹出护套后,内部端子无变形现象。
e、测试台具有插入防错,断路、短路、错路、气密检测功能。
f、检测合格的产品整齐挂在周转车上,不可损伤。
g、导通治具必须要有防错、防呆功能;导通不能私自更改导通程序,不能使用自制简易治具。
08
总检工序的评价测量技术要求具体如下
1、外观:①胶带包扎良好;②端子、电器件无漏装、错装;③护套无损坏现象;④橡胶套、扎带、线卡方向与位置正确,无漏装;⑤扎带余料无漏剪。
2、结构尺寸:①主干、分支线尺寸必须在检验图的公差带内;②橡胶护套、扎带、线卡的安装位置必须在检验图的公差带内。
3、继电器、保险片按要求安装,平齐到位,注意方向,合格后做标记(继电器、保险片安装不到位,汽车相关功能无法实现)。
正规企业一般都使用气动工装压装继电器、保险片,确保安装到底和一致性。
通过上述问题分析,我们在生产汽车线束的过程中,一定要按照产品控制计划和各工序流程踏踏实实去做,才能生产出合格的产品,效率也会稳步上升。那些投机取巧图省事,生产管理严重失控的企业最终会尝到苦果。
09
线束加工技术提升可以提升产品的质量,降低人力成本,最终确保其运行的可靠性。
每种产品都应该有试生产控制计划,因为它是作业过程中的系统描述。
9.1目的:
Ⅰ协助按顾客要求制造优质产品。
Ⅱ最大限度地减少过程和产品的误差。
Ⅲ将资源正确分配在重要项目上,并有助于降低成本。
Ⅳ控制计划是质量策划过程的一个重要阶段。
Ⅴ为正式生产提供用来控制特性的过程检测和控制方法。
9.2作用:
Ⅰ控制计划方法减少了设计制造和装配过程中的废品,提高了产品质量。
Ⅱ为产品和过程提供了一个完整的评价。
Ⅲ控制计划能识别过程特性,帮助识别导致产品特性变差的过程特性变差源。
Ⅳ集中资源用于重要特性(客户)有关的过程和产品。
Ⅴ向作业者和顾客传递产品/过程特性控制方法和特性测量的变化。
一般控制计划有以下要求。
总之,执行控制计划,会让你少走很多弯路,否则,会导致很多不良后果。
 扫一扫
扫一扫 扫一扫
扫一扫