2021-03-25论线束控制计划的必要性
55241
可以搜到:产品、技术、资料、新闻、检测、企业、视频
摘要:通常情况下,汽车线束的制造分为切线压接、合线压接(焊接)、预装配、总装配、检验、包装工序组成。前工程的切线压接和合线压接(焊接)工序的自动化程度相对较高,后工程的预装配、总装配、检验、包装工序的自动化程度较低,基本上依靠人工集中组装完成,是典型的离散式制造,同时又是劳动密集型制造类型。一套完整汽车线束由近千个物料组成,装配复杂且难度较大,不可避免的会造成装配错误,导致返工返修,影响产品质量和生产效率,因此,汽车线束产品防错设计和工艺制造防错设计尤其重要;本文根据多年的汽车线束产品设计和工艺设计经验,按照制造工艺流程对防错设计进行阐述。
关键字:汽车线束;工艺防错、防错技术、防错设计。
1、前言
防错技术就是指任何一种能够防止人为错误的发生,或是一眼就能让人发现错误的装置或设施。防错法又称愚巧法、防呆法;意即在过程失误发生之前即加以防止。是一种在作业过程中采用自动作用、报警、标识、分类等手段,使作业人员不特别注意也不会失误的方法。在生产制造过程中,合理有效的工艺防错、工装防错能够大幅提升生产效率,降低不良品的产生,保证产品质量[1]。
随着汽车技术的快速发展,汽车上的电子电器件、功能件的不断增加,连接各个电器件的线束也越来越复杂,线束的回路数和体积也在快速增长;随之而来的是线束的工艺设计、生产制造、过程检验及质量控制都带来很大的困难。不可避免的导致在线束制造的各个工序出现各种各样的人为制造错误,导致半成品线束或成品线束的批量返修返工,严重影响线束的制造效率和产品质量提升,造成工时和原材料的浪费。那么在线束制造过程中运用防错技术,通过工艺防错设计和工装防错设计成为避免线束制造错误出现的有效手段。本同根据不同的线束制造工序,结合实际工作中的防错方法的应用进行阐述,与各位同行共同学习和探讨。
2、切线压接工序的防错设计
切线压接工序是汽车线束制造中自动化程度最高的工序,国内绝大部分的线束工厂都采用自动化的切线压接设备进行操作,因此切线压接工序是制造错误出现几率较低的一个工序,通常出现的制造错误是导线、端子、防水栓物料使用错误,导线长度错误,以及压接模具用错导致压接标准不正确,导致半成品返修或报废。
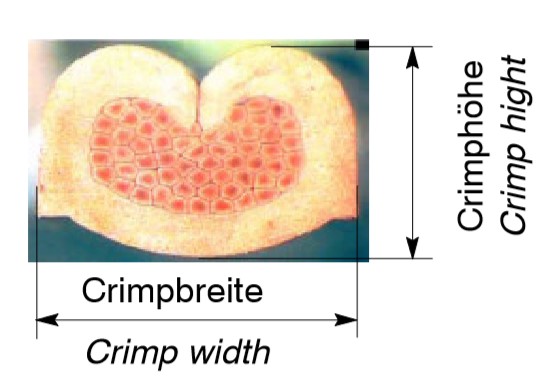
因用错压接模具导致压接后的端子无法穿入护套或穿入护套困难,因此,应将每一幅压接模具对应可压接的端子进入系统管理,模具的刀片型号、刀片组合不能改变,刀片磨损或压接次数达到规定次必须做剖面验证,符合参数要求标记不同的颜色标识,否则刀片报废。
防水栓模具在全自动压接机定位的时候一定将形状相似、颜色相似的防水栓模具布局在一定距离不同的自动机极为上。
在切换不同看板时进行物料、模具条码扫码确认进行防错,扫码错误出现声音、图像报警,能有效的防治物料的错误使用,图1所示:MES扫码物料确认;对于制造能力较低的工厂可通过首件产品检验时,由质检员对看板物料的二次检验进行控制,这种防错方法不能彻底的杜绝错误的发生。
导线用错的现象主要出现在员工疲劳作业或作业节奏较快的情况下出现,因此在编排导线缓存存储架位时必须将导线颜色、线径、线型相近的导线错开架位地址存放,避免操作工拿错导线,比如:将0.35 FLRY-B红/兰线和0.35FLRY-B 红/紫线;0.5 AVSS 黄线和0.5 AVSS黄/白线等存放在不同的缓存架位上,架位上的物料标签醒目可有效识别。

切线压接捆扎完毕的导线,整批贴错看板号标签,导致后工序用错半成品物料,原因是操作工将半成品导线标签批量打印后,切换生产看板后没有自检标签和重新打印标签。因此,在编制导线捆扎防护工艺卡时,注明看板标签作为检验内容,修改MES程序的标签打印,按照看板作业数量和捆扎数量,系统输出给打印机的任务只能打印相应数量的标签。否则,只有班长授权才能补打印标签或通过多步复杂操作才能补打印标签。图2所示:半成品导线标签

切线压接工序看板导线长度错误,原因是操作工在自动机ACM程序输入切线长度时操作错误,输入错误的数据造成的,最根本的防错方法是运用MES系统和自动下线压接机ACM系统建立数据互通,加载看板后,看板工艺长度、左右剥头长度、压接参数数据自动通讯给自动机ACM软件系统。
目前,海昌公司开发的HMES汽车线束智造系统,能够和海昌HBQ-802系列全自动下线压接机ACM实现无缝数据互通,实现数字化系统中的作业单线看板数据直接加载,无需再次设置即可启动机器生产。其次是按照作业工艺卡参数,加强自检和质量检验频次,最大限度防止批量错误。图3:MES系统与设备ACM数据互通

半成品导线挂线错误,导线配送工人未按标准进行作业,将不同项目的半成品导线在超市架任意挂线,导致后续配送员拿错导线,拿错的原因既有人员疲劳、粗心等原因导致,为避免错误,在半成品导线标签上定位超市架固定地址或区域范围地址。
检验员工位安装电子放大镜,通过图像采集,在计算机屏幕上放大图像观察端子压接外观,能有效检查端子压接铜线出头、扭曲、铜丝外漏、压接间隙过大等压接不良,确保端子压接质量。图4:电子放大镜

全自动下线压接机除自身的CFM系统监控端子压接外,根据企业的实际情况,在全自动下线压接机配置安装端子缺陷检测系统(CVS100),能有效检测端子压接后的外观缺陷,能够发现压力检测设备无法检测出的压接缺陷。在模具压接端子后,机械臂输送端子行程中通过光学传感器触发高速相机拍照,通过图像算法检测不正常的缺陷端子,大幅提升了端子质量缺陷检测的准确性,避免不良品流转到半成品中。图5:海昌端子缺陷检测系统

3、合线压接(焊接)工序的防错设计
合线压接(焊接)工序的自动化水平较低,该工序以人工作业为主导,包括手工穿栓、热缩管、闭口PVC管、绑线、单线手工压接端子、合线压接节点、超声波焊接节点等作业,同时也是出现制造错误较多的一个工序。
即便运用MES系统的工厂,该工序也是MES系统防错设计比较薄弱的一个环节,如果对每一项操作都在MES系统中设计,将出现多个环节的半成品物料的周转等待,增加制造的复杂性,严重影响生产效率的提高和增加MES系统工艺维护的强度,导致系统维护错误和工艺数据更新延迟。通过合理的工艺防错设计和防错工装的应用,能够有效的防止生产制造错误的出现。
合线U型卡压接多采用半自动压接机人工压接,为了防止合线卡点多线或少合入导线,必须在半自动压接机上安装压力监控装置,当节点压接时出现异常,压力监控装置会自动报警,警示操作工该合线节点异常。同样多线单端共压端子的压接设备必须全部安装压力监控系统,目前我公司的所有半自动压接机都是由海昌公司生产的,压力监控系统主要有日本索路和加拿大OES系列CFM压力管理监控系统。图6:压力管理

在辅助工序,对颜色、大小、形状相似或接近的防水栓,通过工艺编排在不同的工位进行手工作业,或者采用机器穿防水栓操作;每种防水栓存储容器上带有物料号、描述、图片等醒目标识能有效识别。
每捆半成品导线标签的看板信息、导线信息、产品项目信息完整、清晰也能有效的防止看板导线的使用错误。相同看板的半成品导线集中存放在缓存架、周转车、周转箱中且标识完整易于识别,也能有效的防止看板导线的错误拿取使用。
不同项目的导线半成品标签的颜色可以采用不同的颜色进行区分,能有效的提高配送人员取线和配送效率,同时有效的防止导线配送错误。
在合线压接(焊接)工位,出现制造错误较多的就是左右两侧的导线根数错误或看板使用错误。因此在工艺设计时,根据合线看板作业卡,分配两个工位进行合线压接前的绑线作业,绑线作业完毕的半成品上带有唯一的绑线半成品标识卡片。运用防错工装在绑线工位作业台上设计绑线导线隔离槽或卡具,有效防止绑线操作错误,预防出现多绑、漏绑、错绑线的操作错误,图6所示:绑线分割槽。同时加强质量首、中、末检验频次,最大限度的减少制造错误的产生。

由于超声波焊接焊点的特殊性,焊接前,根据工艺卡校验焊点两侧的导线组合分看板号,员工自检确认无误后首件检验合格后批量生产操作,最大限度的降低错误焊接的几率。通常出现的操作错误就是拿错其中一侧的绑线半成品,导致焊接错误。在工艺防错设计时必须注明绑线半成品组合的单线看板号,存储绑线半成品的周转箱应定址定位存放,周转箱内有带有标识、批次、数量的周转卡片,根据项目不同,周转箱可以采用不同的颜色(兰色、草绿色、橘色)区分。图7所示:绑线抽盘半成品箱

4、预装配工序的防错设计
汽车线束制造的预装配工序包括:按照订单批次和产品型号集中区域预装和流水线在线预装两种作业模式,必要的情况下出现两种预装配模式混合应用。由于在预装配工序基本没有自动化的设备操作,是劳动密集的操作工序,因此,该工序通过工艺防错设计和工装防错设计的应用最为普遍,同时工艺防错设计的好坏直接影响流水线的总装效率和线束成品的质量。
在预装工艺卡的设计过程中,除了考虑预装作业的时间节拍、可操作性外,更重要的是要考虑预装操作的工艺防错设计。预装工艺卡中如果需要穿入橡胶件,必须在橡胶件下注明橡胶件的物料号,以及穿线方向,图8所示:橡胶件穿线防错。对称护套且自锁特征不明显的,一定要在预装工艺卡上注明穿线空位或特殊要求信息,必要时需将护套的照片附在预装配工艺卡上,避免批量穿错孔位。图9:特殊护套配图

编制预装工艺卡时,同颜色、同线径、同端子、一端穿相同的护套的导线,其中一根导线两端必须用同颜色的记号笔做打点标记进行工艺防错,避免另一端导线穿错护套或孔位,导致返工返修。
预装物料架线桶中看板导线的排序,应与预装工艺卡主护套的穿线顺序保持一致,可以大幅提高操作工预装操作速度,同时避免穿线错位。在预装配工艺卡上标注护套的预装顺序,定版的预装工艺卡应根据预装操作情况调整预装顺序,提高工人操作的便利性和提高劳动效率。图10:预装架导线排序图

集中区域预装作业的半成品设计预装工艺时,应根据产品型号设计单独的预装工艺,尽量不要将同系列多个型号的工艺图纸合并,避免在实际操作过程中因图号识别不清导致批量的预装错误。预装完成的半成品要集中存放,并做相应的周转记录卡。
预装工位工装板上安装护套模块,模块上安装对应线色的沟槽,可以有效降低员工插错端子,减少不良品的产生,该防错方式具有一定的局限性,且成本相对较高。图11:预装护套模块

对批量塞盲栓或盲棒的ECU护套,多孔防水护套,如果编排在预装工位操作将严重影响工位节拍,可以采用自动化的盲栓(盲棒)插入设备,护套插入盲棒或忙栓作业完毕,必须在护套包装箱或周转箱上用标签标明该护套所用的产品型号、批次号、数量,严禁物料混放。图12:海昌HBQ-Z215立式盲棒插入机。

手工安装盲栓(盲棒)的可以按照不同的图号配置,根据对应的孔位采用多孔漏板覆盖在ECU护套或多孔护套上,将需要穿防栓或盲棒的护套孔漏出,操作工按照盖板上的孔安装盲堵或盲棒即可。图13:盲堵防错盖板

5、总装工序的防错设计
汽车线束总装工序基本上分为单板总装操作和流水线总装操作两种类型,通常情况下啊,对批量较小的车型采用集中预装装配作业,然后将预装配完毕的半成品移动到总装区域,采用单块总装板进行总装操作;随着项目产品产量和日供货量的提高,根据日(周)交付数量进行流水线总装批量制造,预装配、检验、包装也采用在线同步作业。图14:汽车线束单板转配作业

批量供货的线束项目,采用流水线在线预装配合总装配,其中预装配工艺卡的防错设计应遵从一下几个原则:
1、预装半成品的在总装板上布线顺序要先布保险盒、ECU、孔位较多的主护套、需要在流水线穿端子的分支护套半成品;
2、护套在布线板布线要均衡,布线人员能够协同作业在总装板的两端作业、每个挂线工位穿端子、扣自锁的作业时间要均衡;
3、安装线束护套自锁、扣自锁、护套护壳的操作应在流水线工艺卡注明,由挂线、穿线人员完成操作。
4、包扎人员作业范围要尽量在一个区域,尽量编排同种胶带包扎的区域分支,减少胶袋更换频次。编排作业顺序要先分支、后主干、最后集中,避免交叉操作。
5、相似的卡、扣、扎带设计不同的人员安装,每个操作工安装的卡、扣、扎带的外形差异要大,避免错误安装。
通过流水线工装防错设计,对流水线防护材料波纹管、PVC管、卡、扣、扎带等需要在流水线安装的物料实行单套配送,降低物料遗漏安装的错误几率。
通过在流水线工装板上安装卡、扣、扎带、护壳的防错限位模块,能有效的防治卡、扣、扎带的,物料型号安装错误,方向安装错误,同时也能保证安装尺寸。
流水线总装板上对不通用的线束分支采用不同形状、颜色的治具,能够方便操作工进行布线操作、穿端子操作,减少线束总装过程中分支包扎、走向错误。图15:不同颜色的治具

带有保险盒的线束,采用对应线束型号且带有不同颜色标识的多孔漏板,能有效的预防保险片、继电器安装错误。
需要在流水线下线后安装橡胶件、护壳的线束,可以在橡胶件、护壳安装工位安装仿形的模块来保证橡胶件、护壳的安装尺寸、方向。
6、检验工序的防错设计
检验工序是线束制造防错的最后一个工序,同时也是保证线束质量和产品合格的最后一个工序;包括100%电测导通检验、卡钉检测、继电器、保险片性能检测、全尺寸外观检测、螺栓扭矩验证检测等。检测工序的工艺文件防错设计尤为重要。
必须每班前对导通测试台进行点检,检查每一个模块的探针状态,必须用标准样线进行导通验证2次,必须用气枪吹去模块内的灰尘杂物。图16:海昌CS型线束导通检测台

根据客户需求和项目要求设计不同的检测工艺,但是100%导通检测,100%全尺寸外观检测是每个线束产品都必须设计的检测项,必要时设计200%的全尺寸外观检测或多频次抽样检测。
根据客户需求,设计保险盒中保险片、继电器的影像检测工位,二次检测保险盒附件安装的正确性。图17:保险盒影像检测

流水线检测工位未配备影像检测的,保险盒附件安装工位必须配备保险片安装模板卡,对应型号的目视作业图。图18:保险片安装防错板

根据客户需求,对线束卡钉进行检测,防止扎带、卡扣错装、漏装、方向错误。图19:海昌CSA型线束卡钉检测台

对形状相似、针脚不同的继电器,必须分开工位进行安装,必要时,在继电器配送到工位前在继电器上做点漆标记,避免继电器拿取安装错误。
必要时设置继电器、保险片性能检测台,对保险片、继电器的性能进行检测,确保继电器、保险片工作正常,同时也能有效检测继电器的装配错误。图20:继电器保险片性能检测台

继电器保险片性能检测台是否配置,应根据客户需求、企业能力、流水线节拍等因素,确定是否设计继电器、保险片性能检测工位,检测继电器、保险片的工作可靠性。对于继电器、保险片性能检测工位的设计是非必须的,根据连续6年的数据进行统计分析,继电器、保险片的失效几率极低,因此,如非客户特殊要求,该项检测的工位可以不配置。
7、包装工序的防错设计
包装工序是线束生产制造的最后一个工序,主要包括盘绕、捆扎、装袋、装箱等操作,同时也是发生质量错误较少的一个工序,但是成品线束的包装工艺设计也要考虑有出现多装箱,少装箱、贴错外箱标识的可能。
目前我公司采用海昌公司开发的HMES数字化系统的包装模块,运用扫码枪对成品线束进行逐条扫码,当扫码数量满足整箱的时候,发出声音报警,同时打印机自动打印一张外箱标签,然后直接封箱贴外合格标签,能有效的避免装箱错误。该模块应用在小线束检测包装能有效防止线束多装箱、少装箱、装错型号。同时,线束流水线展示屏显示当天所生产的线束型号、目标产量、已经完成产量、当天流水线上班人数、流水线效率等图标。图21:海昌电子包装HMES模块扫码防错

8、总结
汽车线束制造过程的工艺防错和工装防错设计是很必要的,同时也是汽车线束工艺工程师在设计线束制造工艺的一项重要工作。防错设计的应用能大幅降低制造过程中造成的返工返修,降低制造成本;提高劳动效率,保证线束质量有效措施和重要手段。另外,汽车线束制造车间的设备维护、设备管理的优略也是一个很重要的因素。当然,最好的防错是从产品设计之初就要进行考虑,从源头上进行相应的线束产品防错设计,更能有效的避免制造过程中的错误出现;产品设计防错应该从线束产品技术开发协议研读、产品图纸的初步识别,到样线束制作,一直到线束的批量生产,贯穿始终。线束制造防错工艺、防错工装的设计应用应持续进行,持续改进和调整。
本文涉及的主要是汽车线束制造工艺防错、工装防错以及线束检测设备应用为主,关于线束产品防错设计方面的应用,请关注下篇《谈汽车线束产品防错设计与应用》
 扫一扫
扫一扫 扫一扫
扫一扫