2021-03-25铝导线—汽车轻量化的潮流之一
99411
可以搜到:产品、技术、资料、新闻、检测、企业、视频
汽车线束作为汽车的血管和神经系统在整车的占比非常大,是目前汽车零部件中必不可少的同时也是价值最高的零部件。在整车质量中也已达到5%左右,随着当前汽车电动化、智能化的推进,线束在整车质量中的占比还在逐步增加。在汽车电动化和“碳中和”大形势下,线束的减重已成为当务之急。
1 汽车铝导线的应用原因
汽车导线一贯是以铜为导体材料,用铜绞线作为导体,具有低电阻、高热传导率、高机械强度,而且加工容易,技术成熟。但是近年来铜金属的价格持续上升,使用铜金属做导体的汽车导线的成本急剧增加,中国每年需要进口大量的铜,铜的价格受国际市场影响波动非常大,导致汽车线束成本居高不下。
金属铝作为一种导电率仅次于铜的金属材料,具有密度小、成本低、储量大等优势,与铜相比有更轻的质量,更低的成本,更稳定的市场价格,可以作为传统汽车线束使用的铜导线的替代方案。
铝导线在汽车的应用中,铝的电阻率为27.8,铜的电阻率为17.24。因为铝的电阻率大于铜,所以需要通过增加铝导线的线径来满足整车电路的电阻要求。同时因为铝的比重为2.7kg/m3,铜的比重为8.89kg/m3,即使铝导线在增加相应的截面积后,也能实现减重约30%左右。
在价格方面,当前铝价为18000元/吨,铜价为70000元/吨,并且铜价还在持续上涨,在同等替代条件下,铝导线比铜导线降低成本约35%。
所以在汽车线束领域,用铝导线对传统铜导线进行替代有很大的成本及减重优势,轻量化是汽车线束的发展趋势之一,铝导线的应用有利于线束轻量化。
铝导线等效替代必须考虑与被替代的铜导线有相类似的导电率、载流能力、降额曲线等特性,图1列举了可考虑等效替代的铝导线和铜导线规格的对照表,此表只做参考,具体应用时需进一步验证确认。

目前行业内普遍使用的铜导线标准为ISO 6722-1,铝导线标准为ISO 6722-2。铝导线等效替代必须考虑与被替代的铜导线有相类似的导电率、载流能力、降额曲线等特性,由此做到替换导体材质而保持原有的电路保护策略。
1) 电化学腐蚀问题。铜和铝分属于不同的元素,铜的金属惰性要大于铝,即铜的化学活性要比铝低,这样两种金属连接后通电会发生电化学反应(在有水、二氧化碳及其他杂质时,会形成电解液,构成化学电池的必备条件。
由于铝易于失去电子成为负极,铜难以失去电子成为正极,于是在正负极之间就形成了一个1.69V的电动势,并有一个很小的电流通过,腐蚀铝线,即所谓的电化腐蚀,这样就会引起铜铝之间接触不良,接触电阻增大。当有电流通过时,将使接头部位温度升高,而温度升高又加速了接头腐蚀,增加了接触电阻,造成恶性循环,直至烧毁),导致铝线逐渐被氧化,降低铝线的机械强度和导电性。
2) 蠕变问题。热膨胀系数不一样,先看热膨胀系数数据:铜0.0000165,铝0.0000236,在汽车运行环境中,随着温度高低的变化,铜和铝不同的热膨胀系数会造成连接区域逐渐形成空洞,降低了导线连接区域的电性能,增加了接触电阻,在通电情况下发热,造成恶性循环,直至烧车。同时空洞降低了机械强度,在车辆振动情况下,造成车辆断路,存在安全隐患。
3) 导线连接处电性能问题。金属铝在空气中与氧反应很快生成一种氧化膜,而此氧化膜在保护金属铝不受进一步氧化腐蚀的前提下同时也造成了连接处的电阻增大。因为此氧化膜为电的不良导体,增加了连接处的连接电阻,影响汽车电信号和能量传输,造成连接处发热。
4 解决方案
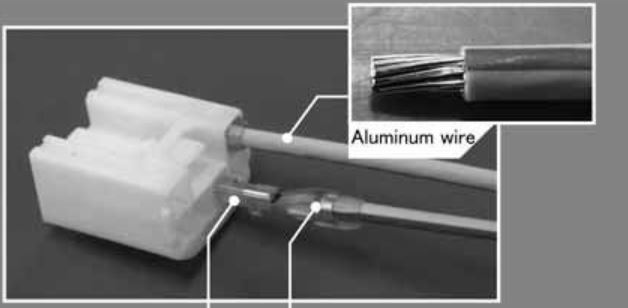
基于以上铝导线在汽车线束中的应用遇到的问题,需主要解决端子和连接的问题。特殊端子为通过采用摩擦焊接方式加工的铜铝端子(图2)。

摩擦焊接是指端子铜端通过摩擦焊接与铝端压接区域经过摩擦焊接连接形式,解决铜铝连接的问题。
铜铝端子的铜端与铝端通过摩擦焊接相连接,在摩擦焊接过程中形成铜铝合金过渡区,有效解决了铜铝之间的电化学腐蚀和金属蠕变的问题。铜铝端子的铝端通过液压压接与铝导线相连接,在压接过程中有效破坏了铝导线和铝端的表层氧化膜,形成了铝金属间的有效连接,达到了电气性能预期。同时经过液压压接,有一定的保压时间,释放了压接时产生的应力,形成铝端和铝导线之间的冷焊状态,得到了很好的保持力,满足了机械性能预期。
目前对大平方铝导线应用方面,通常是两种连接方式,这也是针对两种不同端子的设计采用的两种不同的连接方式,分别是针对铜铝管状端子连接铝导线的四方压接方式,还有针对铜端子和铝导线连接的超声波焊接方式。
1) 四方压接方式。这种压接方式是利用铜铝端子的铝压接端和铝导线进行压接,使两种形态但相同材质的铝通过特殊的压接工具压接在一起,铝和铝电性能和机械强度相同,更能保证压接后的完美融合,从而降低电阻,这种压接方式也是一直沿用至今的,而且从端子设计和压接工艺上也一直在进行优化,目的是端子铝端套筒变得更短,但不降低压接可靠性的压接工艺。如图3、图4所示。


2) 超声波焊接方式。超声波焊接是近年来引进线束加工行业的一种新兴的加工技术。利用高频振动波传递到两个需焊接的物体表面,在加压的情况下,使两个物体表面相互摩擦而形成分子层之间的熔合。铜铝超生波焊接如图5所示。

铜和铝作为两种不同的金属有一个共同的特点,在金属结构上它们同属面心立方结构,这就为两者通过超声波焊接的可能性提供了契机。在加压的情况下,通过高频振动波,铝导线中单丝铝表面氧化层被破坏,单丝铝之间形成了冷焊状态,融为一体,铝导线和铜端子焊接表面完成了原子间的互换侵入,形成了铜铝合金过渡层,形成了铝导线和铜端子的冷焊状态。
通过超声波焊接工艺,解决了铜铝之间的电化学腐蚀、金属蠕变、连接处的电性能等问题。
目前摩擦焊加压接和超声波焊接的连接形式已经成为行业内主流的解决汽车铝导线应用的方案,有些汽车厂使用的是摩擦焊加压接的连接形式,一些新能源、新势力造车使用的是超声波焊接的连接形式。铝导线在低压线束领域已经得到了广泛推广。
在铝导线的实际应用过程中,因铝导线替换铜导线导致线径上的增加,而在整车环境中,空间布局又是一大难题,整车空间受限。当线径增大时,产生整车零部件干涉风险。
1) 铜线和铝线混合焊接的方式如图6所示。这种混合焊接方案适合用于较长的、大平方的蓄电池线的解决方案。

可以根据3D布置阶段了解线束的布置走向和空间情况考虑这种方案,比如在一段空间里有宽裕的空间可以容纳方案铝导线的线径,可以在这段布置空间里设计应用铝导线,如两端孔式端子连接电器端的空间有限,可以采取铜线的方案,这样两种电线的混合利用就可以完美解决空间不均问题,同样也是为线束轻量化方向和降低成本方向考虑。
2) 另外,目前一种软态铝排线可有效解决铝导线线径增加导致的空间占用问题,铝排线如图7所示。

铝排线采用实心铝扁线结构,有效降低了导线整体空间占用,更加贴合车身,同时特殊导体结构降低了导线的加工成本,进一步降低了导线成本。铝排线很可能是未来汽车低压线束的发展方向。
目前汽车电动化、高压化已成为汽车行业发展趋势,高压线束以铜导线为主。现有高压线束存在导线长度长、导线平方数大、铜占比高等特点。在整车质量中的占比越来越大,而当今电动汽车的里程焦虑已成为电动汽车推广的一大阻碍。通过整车减重,降低里程焦虑是电动汽车必然要解决的问题。
高压铝导线的应用对整车线束减重、降本提供了很好的解决方案,目前行业内都在对高压铝导线的应用进行探索,宁德时代、比亚迪等线束主要用户已经在铝高压线束的应用中进行探索,铝高压线束未来必然是高压线束的应用方向。
综上所述,铝导线在汽车行业内作为一种可替换铜导线的优秀并经过多种验证的方案,将从成本和整车减重角度为汽车行业的发展带来巨大动力。未来电动汽车发展迅速,高压线束普遍应用在新能源汽车上,铝高压线束的应用必将为新能源汽车线束的发展带来新的思路和发展方向。
 扫一扫
扫一扫 扫一扫
扫一扫