2021-03-25铝导线—汽车轻量化的潮流之一
94701
可以搜到:产品、技术、资料、新闻、检测、企业、视频
作为汽车的重要零部件,线束占整车总质量的2%-3%,而且随着汽车电气系统的比例增高,作为电气连接系统的线束越来越复杂,其质量也持续增加,因此的线束的轻量化就显得尤为重要。据统计,一辆高级汽车的线束使用量已达3km,重量在20~30kg。汽车每行驶100km,25kg重的线束消耗能量约50W,相当于燃烧0.1kg的燃油。研究表明,若汽车整车重量降低10%,燃油消耗可降低8%;车重每减轻100kg,百公里油耗可降低0.3~0.6L,CO2排放量可减少约5g/km。
因此,汽车线束的未来发展趋势是更细、更轻、更薄。其中汽车线束中铜导线重量占比达到75%,是主要的轻量化方向。目前,替代铜材质的主要方法是铝代铜

目前常规是采用铝线代替常用的铜线,也是国际主流汽车线缆厂家如Aptiv、General Cable、Leoni、Coroplast、住友电工、LS、和G&G,以及国内的长春捷翼在研究的方案
本篇结束的是低强度铝线,也是大线径铝线;下篇我们会介绍高强度铝线
1
铝导线的优点
铝(Al)的重量比铜(Cu)轻三分之二左右,这种轻型材料可以降低电缆线束的整体重量。即使考虑到导电性和密度的关系,具有相同电阻的铝线仍然比同等的铜线轻50% 左右。
除了质量更轻,铝还是一种供应量充足、容易获取的导电用的基础材料。相较而言,铜的资源有限,属于“投资型”金属。这意味着铝的价格将相对稳定且远低于铜的价格,对成本有着比较好的控制。
从安装成本角度考虑,由于铝导线相对较轻,其在安装过程中,不需要桥架及穿管,可以节约大量的安装材料,相比铜导线节省20%-50%的安装成本。
2
铝线的技术难点
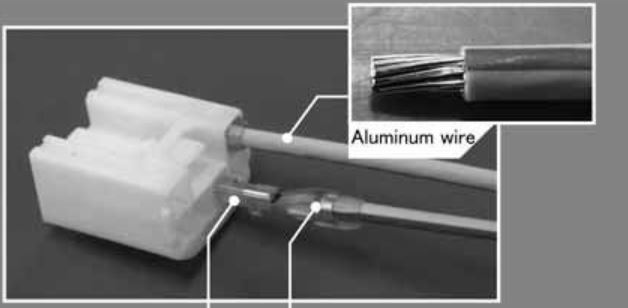
虽然铝导体具有质轻价廉的优点,但其在汽车上的使用却非常少,小线径的铝导线更是几乎没有涉及。究其原因,主要是0.35mm²和0.5mm²两种规格的铜导线在汽车线束中使用量最大,且现有的技术并不能完全解决小线径铝导线的机械性能和电性能问题,所以限制了铝导线的应用,具体技术难点主要有以下几点:
铝导线的导电率约为铜导线的60%,因此相对载流量较低。
铝导线的机械强度只有铜线的三分之一,会影响端子压接拉脱力。
铝导线表面极易形成氧化膜,氧化层具有绝缘特性,将造成压接电阻升高。
铜铝间的电极电位差约2V,如果铜端子压接铝导线,当铜和铝的连接处在潮湿的环境中,同时有化学介质溶解于水汽中形成电解液时,从而形成铝为负极,铜为正极的原电池,使电位较负的铝腐蚀溶解,即发生电化学腐蚀。

综合上述因素,要是两种导线具有同样的载流量,铜导线的质量约为铝导线的两倍,加之铜铝价格的差别,较终等效铜导线成本是铝导线的7倍左右。值得注意的是,由于同等条件下铝导线横截面积相对较大,因此铝芯电缆的绝缘、保护等材料需求增加,相应削减了铝导线的价格优势。目前市场上普遍采用的铝合金电缆的价格只有铜芯电缆的75%左右。
大家都知道,横截面积越大载流能力就越强。因此通过增加线径即可提升铝导线的载流能力,比如要求通过同样大小的持续电流,50平方的铜线,可以使用70平方的铝线等量替换,即便如此,重量依然可以减轻45%左右,成本可以节约一半以上。美国USCAR推荐了一份两种导线等量替换的对照表,在此仅截取部分作为参考。

3
铝线的连接方式
但是这并不代表铝线与端子的连接是不可实现的,也可以通过下面的三种形式实现连接:
1
超声波金属焊接
超声波金属焊接的原理是,利用超声频率(20-40kHz)的振动能量将振动波传递到两个需要焊接的金属物体表面,在静压力之下,使两个金属表面相互摩擦,从而形成分子层之间的融合

适用范围: 铜铝连接导体规格:10-200mm2
优势1:焊接材料不熔融,不脆弱
优势2:对焊接金属表面要求低,氧化或电镀均可焊接
优势3:焊接时间短,不需任何助焊剂、气体、焊料
2
摩擦焊接
摩擦焊顾名思义主要是利用摩擦。金属表面虽然看起来非常光滑,不过在微观下其实也是非常不平整的。当两个金属块相互摩擦时,粗糙的表面就会因为相对运动产生大量热能,而如果相对运动速度加快,同时施加巨大的压力,这个时候产生的热量就可以融化金属,等到冷却。两块金属片连接在了一起。

适用范围: 铜铝连接
导体规格:10-240mm2
优势1:不需任何助焊剂、气体、焊料
优势2:焊接尺寸精度高
优势3:设备易于机械化、自动化、操作简单
3
等离子焊接
等离子焊接,用等离子弧作为热源来熔化两金属连接处的一种焊接法

适用范围: 铜铝连接
导体规格:10-240mm2
优势1:受热影响的区域较小,对铝线束损害程度较小
优势2:熔透能力强,能有效填满线丝间的缝隙导电能力好
优势3:焊接过程稳定,熔池状态形成较好,成型美观
 扫一扫
扫一扫 扫一扫
扫一扫